伺服控制數(shù)控軟件中內(nèi)置數(shù)控指令模塊實(shí)驗(yàn)研究
點(diǎn)擊:1465
A+ A-
所屬頻道:新聞中心
0 引言
交流伺服系統(tǒng)作為現(xiàn)代工業(yè)生產(chǎn)設(shè)備的重要驅(qū)動(dòng)源之一,是工業(yè)自動(dòng)化不可缺少的執(zhí)行組件。目前,國(guó)內(nèi)外交流伺服數(shù)控設(shè)備普遍采用獨(dú)立的通用CNC(Computer Numerical Contr01)系統(tǒng)作為指令系統(tǒng)。在研究領(lǐng)域,基于PC的開(kāi)放式CNC系統(tǒng)和基于高性能處理芯片的嵌入式CNC系統(tǒng)是現(xiàn)階段的兩個(gè)重要研究方向。前者使用戶可以對(duì)CNC系統(tǒng)進(jìn)行二次開(kāi)發(fā),后者在設(shè)備的宏觀結(jié)構(gòu)上表現(xiàn)為嵌入式的CNC系統(tǒng),其內(nèi)部是把CNC系統(tǒng)功能在一個(gè)集成于伺服系統(tǒng)內(nèi)的高性能芯片實(shí)現(xiàn)。目前,CNC系統(tǒng)和伺服系統(tǒng)仍處于獨(dú)立開(kāi)發(fā)狀態(tài),兩者硬件結(jié)構(gòu)分離,NC(Numerical Control)指令依靠設(shè)備間或芯片間的通信傳遞,通信頻率高會(huì)降低可靠性,指令周期和指令精度難以同時(shí)保證,影響控制性能。在數(shù)控機(jī)床行業(yè),通信協(xié)議和接口是影響高速加工的核心技術(shù)之一。此外,現(xiàn)行的數(shù)控系統(tǒng)硬件成本高,較低的性價(jià)比使其難以應(yīng)用于中低檔設(shè)備,影響了制造業(yè)的整體水平。本文提出在伺服控制數(shù)控軟件中內(nèi)置NC指令模塊的解決方案,即在同一塊控制芯片上實(shí)現(xiàn)NC指令生成和伺服控制。這樣可以簡(jiǎn)化設(shè)備的硬件結(jié)構(gòu),提高系統(tǒng)的集成度和可靠性;NC指令在數(shù)控軟件內(nèi)部通過(guò)變量賦值的方式傳遞,不存在通信問(wèn)題,可以大幅度縮短指令周期,提高控制精度;降低硬件成本,使高性能數(shù)控系統(tǒng)廣泛應(yīng)用于中低檔設(shè)備中。
1 系統(tǒng)數(shù)控軟件構(gòu)成
在伺服控制程序中內(nèi)置邏輯功能模塊和NC指令模塊。外部指令輸入邏輯功能模塊,轉(zhuǎn)換成電機(jī)運(yùn)動(dòng)指令,即目標(biāo)速度和目標(biāo)位置,輸入NC指令模塊,經(jīng)處理,生成每個(gè)指令周期可供伺服控制系統(tǒng)直接執(zhí)行的位置和速度指令;伺服控制模塊執(zhí)行指令,做機(jī)械和電流的閉環(huán)控制,驅(qū)動(dòng)電機(jī)按指令運(yùn)轉(zhuǎn)。
盡量簡(jiǎn)化NC指令模塊處理算法和縮短處理時(shí)間可以實(shí)現(xiàn)與伺服控制模塊同周期運(yùn)行。與通用CNC系統(tǒng)相比,指令周期大幅度縮短,指令平滑性顯著提高,相同指令精度下,控制效果會(huì)有所改善。
單軸或者多軸無(wú)聯(lián)動(dòng)的工業(yè)生產(chǎn)設(shè)備,運(yùn)行中每個(gè)軸的動(dòng)作獨(dú)立、簡(jiǎn)單,可單獨(dú)控制,因此電機(jī)的工作狀態(tài)也很有限,可分為加減速、勻速、停轉(zhuǎn)定位等。有些設(shè)備需要一個(gè)外部調(diào)速器,如旋鈕、踏板等,實(shí)時(shí)地控制轉(zhuǎn)速,需要NC模塊把調(diào)速器發(fā)出的與速度或位置相對(duì)應(yīng)的模擬或者數(shù)字信號(hào)實(shí)時(shí)地轉(zhuǎn)化成可供電機(jī)執(zhí)行的速度和位置指令。
綜合以上功能,如圖1所示,整個(gè)NC指令模塊的功能分為:停轉(zhuǎn)定位模式、調(diào)速器實(shí)時(shí)速度控制模式、自動(dòng)變速模式。電機(jī)需要完成某個(gè)單一動(dòng)作,只要切換NC模塊的工作模式即可。
2 NC指令模塊
2.1 停轉(zhuǎn)定位模式
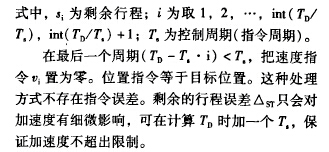
為實(shí)現(xiàn)NC指令模塊與伺服控制模塊同周期運(yùn)行,本文采用勻減速方式停轉(zhuǎn)定位。電機(jī)定位精度取決于控制精度;而對(duì)于指令系統(tǒng)來(lái)說(shuō),高速運(yùn)行中快速定位的精度還需要平滑的速度指令以及準(zhǔn)確的定位起始點(diǎn)。
具體步驟為:NC模塊接收到邏輯功能模塊發(fā)出的停轉(zhuǎn)指令和目標(biāo)位置指令,由其他工作模式切換到停轉(zhuǎn)定位模式,實(shí)時(shí)地根據(jù)當(dāng)前速度和減速、加速度計(jì)算定位行程,并根據(jù)該定位行程及定位點(diǎn)反求減速起始點(diǎn),從起始點(diǎn)以勻減速規(guī)律生成位置和速度指令,速度為零時(shí),位置指令正好在給定的目標(biāo)位置上。具體實(shí)現(xiàn)過(guò)程如下。
第一次進(jìn)人定位循環(huán),進(jìn)行定位初始化;估算定位行程,先計(jì)算按照定位加速度αp。從當(dāng)前速度v移減速至零的時(shí)間:



2.2 調(diào)速器實(shí)時(shí)速度控制模式
有些設(shè)備需要外部實(shí)時(shí)調(diào)速,配有調(diào)速器件,伺服電機(jī)的轉(zhuǎn)速可以通過(guò)操作調(diào)速器實(shí)時(shí)地改變。調(diào)速器發(fā)出對(duì)應(yīng)速度的數(shù)字量或者模擬信號(hào),模擬信號(hào)經(jīng)過(guò)伺服系統(tǒng)內(nèi)部A/D器件轉(zhuǎn)換成與之對(duì)應(yīng)的數(shù)字量;在調(diào)速器控制模式下,NC指令模塊根據(jù)以上數(shù)字量,生成速度指令,伺服控制模塊執(zhí)行指令驅(qū)動(dòng)伺服電機(jī)跟隨目標(biāo)速度運(yùn)動(dòng)。具體處理步驟如下。
1)處理調(diào)速器信號(hào)
調(diào)速器發(fā)出的信號(hào)往往跳動(dòng)很大,需要通過(guò)低通濾波使其平滑。低通濾波器表達(dá)式為:
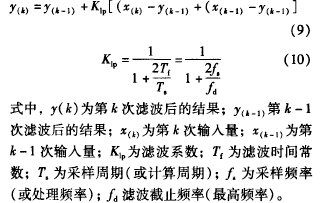
2)換算目標(biāo)速度
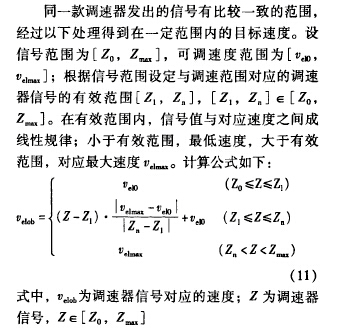
3)生成NC指令
以上兩個(gè)步驟的處理得出了目標(biāo)速度。接下來(lái)NC模塊根據(jù)目標(biāo)速度每個(gè)控制周期生成供伺服模塊執(zhí)行的速度指令。
調(diào)速器發(fā)出的信號(hào)可能會(huì)有很大跳變,對(duì)應(yīng)的速度變化很大,即加速度過(guò)大,很可能超過(guò)伺服系統(tǒng)的驅(qū)動(dòng)范圍,因此要對(duì)加速度進(jìn)行限制。具體處理如下:
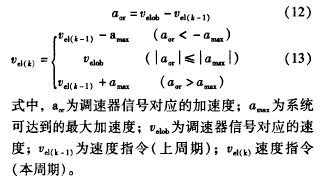
這樣,即使調(diào)速器發(fā)出的信號(hào)是很大的階躍信號(hào),經(jīng)過(guò)以上處理,也會(huì)變得平緩連續(xù),如圖3(a)。從圖中看,速度指令有滯后,但最大加速時(shí)間(靜止到最高速)通常可以根據(jù)負(fù)載情況控制在一百毫秒之內(nèi),操作者不會(huì)有滯后感。經(jīng)過(guò)加速度限制后的加速度有很大的階躍變化,如圖3(b)。交流伺服系統(tǒng)采用矢量控制。加速度正比于轉(zhuǎn)矩,轉(zhuǎn)矩正比于g相電流。在電機(jī)線圈(感性負(fù)載)中產(chǎn)生這樣的電流突變,需要極高的電壓。
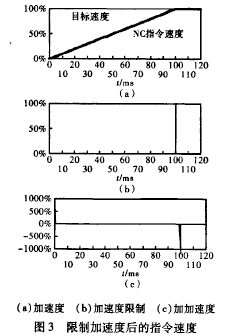
加速度曲線對(duì)應(yīng)的加加速度曲線如圖3(c)。加加速度與電壓成正比。這樣的加加速度曲線,對(duì)應(yīng)幅值很大的脈沖電壓,伺服系統(tǒng)不可能實(shí)現(xiàn)。
所以單純用加速度限制得出的速度指令曲線不可能真正實(shí)現(xiàn),有可能導(dǎo)致控制發(fā)散,甚至損壞系統(tǒng)硬件,所以必須在限制加速度的基礎(chǔ)上,對(duì)加加速度進(jìn)行限制。
如果直接限制加加速度,算法比較復(fù)雜,計(jì)算量很大,會(huì)使整體運(yùn)算時(shí)間大大加長(zhǎng),不能實(shí)現(xiàn)NC指令可控制的同周期運(yùn)行。需要設(shè)法簡(jiǎn)化處理方式。
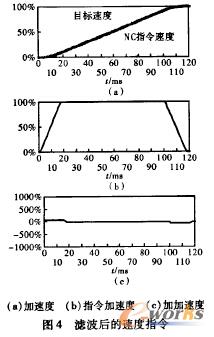
參照通用伺服系統(tǒng)加速時(shí)的S形速度指令曲線形狀,對(duì)做過(guò)加速度限制的速度指令曲線做低通濾波,生成成類似S型的速度指令曲線,如圖4(a)。提速時(shí)間略有延長(zhǎng),但不會(huì)造成明顯滯后感。對(duì)應(yīng)的指令加速度就變得連續(xù),如圖4(b)。相應(yīng)的加加速度曲線如圖4(c)。不存在大脈沖,保證了系統(tǒng)穩(wěn)定、快速地跟蹤調(diào)速器目標(biāo)速度,操作者可以在一定范圍內(nèi)隨心所欲地進(jìn)行速度控制。
2.3 自動(dòng)變速模式
在自動(dòng)運(yùn)行的情況下,一經(jīng)觸發(fā),系統(tǒng)就要變速到目標(biāo)速度。自動(dòng)變速,不存在人的感覺(jué)問(wèn)題,對(duì)變速快慢要求不高,可以用較小的加速度進(jìn)行變速,減少不必要的電氣和機(jī)械沖擊。與調(diào)速器實(shí)時(shí)控制模式不同點(diǎn)在于,到達(dá)目標(biāo)速度后返回標(biāo)志位,轉(zhuǎn)入勻速控制。整個(gè)指令處理過(guò)程與調(diào)速器控制模式下目標(biāo)速度階躍輸入的情況相同,不再贅述。
3 實(shí)驗(yàn)結(jié)果
試驗(yàn)系統(tǒng)選用32位微控制器(MCU)作為主控芯片,內(nèi)部集成整數(shù)乘法器,工作主頻64 MHz。設(shè)計(jì)各個(gè)程序模塊,指令周期和控制周期均為60us。系統(tǒng)配有手操器,可做外部控制。
外部手操器控制快速提速,勻速運(yùn)行一段時(shí)間后迅速減速并觸發(fā)停轉(zhuǎn)定位。此過(guò)程中,把速度指令通過(guò)D/A器件變成電壓信號(hào),用示波器采集,從示波器上可以看到速度指令曲線,如圖5所示。示波器視窗上半部分為采集窗口,顯示整個(gè)采集過(guò)程,每一橫格對(duì)應(yīng)時(shí)間為l 8;下半部分為時(shí)間軸放大窗口,每一橫格對(duì)應(yīng)時(shí)間為50嘲。
加速過(guò)程速度指令曲線連續(xù)而且平滑,有效地限制了加速度和加加速度。減速和高速運(yùn)行中停轉(zhuǎn)定位的速度指令連續(xù)、平滑。到了停轉(zhuǎn)定位模式下,勻速運(yùn)行到定位起始點(diǎn),勻減速定位。
以上實(shí)驗(yàn)波形說(shuō)明該伺服系中的內(nèi)置NC指令模塊實(shí)現(xiàn)了預(yù)期功能。經(jīng)測(cè)試,定位精度為0.20,沒(méi)有累計(jì)誤差,可滿足大多數(shù)普通設(shè)備的定位要求。
4 結(jié)語(yǔ)
數(shù)控系統(tǒng)研究中普遍存在指令通信可靠性和指令周期相互制約的問(wèn)題。本文提出在伺服控制數(shù)控軟件中內(nèi)置NC指令模塊的解決方案,可使NC指令生成和伺服控制在一個(gè)控制周期內(nèi)完成,指令周期大幅度縮短,指令更平滑;對(duì)于獨(dú)立的控制對(duì)象,內(nèi)置式邏輯功能模塊和NC指令模塊在功能和性能上可以取代通用CNC系統(tǒng)。因此,對(duì)于單驅(qū)動(dòng)軸或者每個(gè)'c動(dòng)軸獨(dú)立控制的工業(yè)設(shè)備,如車(chē)床、普通銑床、普通磨床、電火花加工設(shè)備、工業(yè)縫紉機(jī)等,內(nèi)置式邏輯功能模塊和NC指令模塊的成功應(yīng)用使一種高集成度、高可靠性和高性價(jià)比的CNC系統(tǒng)與伺服系統(tǒng)一體化的數(shù)控系統(tǒng)解決方案成為可能。
隨著工業(yè)微控制器性能的不斷提高和數(shù)值算法的發(fā)展,NC指令生成和伺服控制在同一塊控制芯片上融合的高性能工控系統(tǒng)解決方案將成為工控系統(tǒng)的一個(gè)發(fā)展方向。
(審核編輯: 智匯張瑜)
分享
品專題")
升級(jí)")

器人與智能制造")