由于現在手工編制數控程序已經逐漸被各類成熟的自動編程CAD/CAM軟件取代,而自動編程過程需要將刀位源文件轉換成符合機床本身的數控指令代碼后才能被機床識別加工,因此需要進行后置處理。目前還沒有完全通用的后置處理能實現各種機床的后置處理,隨著控制系統和機床結構的不斷創新,能完全滿足各類機床需要的通用后置處理還沒有實現。因此針對一些新型的數控機床,必須開發一套符合其本身的一套數控指令代碼。這里針對五軸帶一轉臺一擺頭的車銑復合加工中心進行后置處理開發研究。
1 機床主要參數
以NX/POST Builder開發DMU 125FD車銑復合加工中心的專用后置處理器為例,來說明五軸帶一轉臺一擺頭這類車銑加工中心的后置處理器的開發過程。該機床數控系統采用Heidenhain公司的MillPlus iT V530,輸出最小分辨率為0.001mm,最大允許順序號為9999999,快速進給速度為60000mm/min,機床圓弧中心采用絕對坐標值表達,自動刀庫容量為40把,并且該機床的最大主軸轉速為10000r/min,X,Y,Z軸行程分別為:1250,1000,1000mm,B軸擺動范圍為-30°~+180°。這里需要說明的是,當B軸轉動到0°時,機床為立式,轉動到180°時,機床為臥式。
2 后置處理的技術路線
后置處理開發主要包括4個部分:(1)機床參數項設置;(2)程序和刀軌參數項設置;(3)N/C數據定義項設置;(4)后置處理文件列表項的設置。
因為DMU 125FD為車銑復合加工中心,對其進行后置處理時可以分為4個步驟:(1)可以創建新的二軸車床后置處理(如果有類似的,也可以從以前的后置處理中直接調用);(2)建立一個新的帶一擺頭一轉臺的五軸銑削后置處理;(3)建立一個新的銑后置處理,機床類型選擇車銑復合,(4)將前(1)、(2)兩步所建立(或調用)的2個后置處理與利用(3)得到的新的銑后置處理連接起來,這樣就能建立起這類車銑復合加工中心的后置處理了。
3 后置處理流程
NX/POST Builder建立的后置處理包含3個文件:一個是事件定義文件(.def);一個是事件處理文件(.tcl);還有一個是后置處理用戶界面文件(.pui)。圖1顯示的是后置處理的主要流程,其中創建和編輯TCL文件的過程是整個后置處理的核心。
4 具體開發實例
DMU125FD機床后置處理具體步驟如下:

圖1 后置處理流程圖
第1步先建立一個二軸車床后置處理:啟動NX POST Builder,新建一個二軸車床后置處理,在Machine Tool欄中選中IAthe單選按鈕,進入機床參數項設置以后置將X行程改為1250,其余不變,接著按照控制系統要求進行程序和刀軌參數項設置和N/C數據定義項設置。
第2步建立一個五軸帶一擺頭一轉臺的銑削后置處理:啟動NX POST Builder,在POST Builder菜單欄中選擇File→New命令,彈出Create New Post Processor對話框,在Post Name文本框中輸入“5axis mill tum”,在Post Output Unit欄中選中Millimeters單選按鈕。在Machine Tool欄中選中Mill單選按鈕。機床類型選擇“5-Axis with Rotary Head and Table”,控制系統選擇Library,并選擇heidenhain conversational。
設置機床的行程極限X,Y,Z分別為1250,1000,1000,最大進給速度設置為60000。
機床基本參數定義,主要為機床進行五軸轉換設置。這里可以在用戶自定義中進行如下定義。
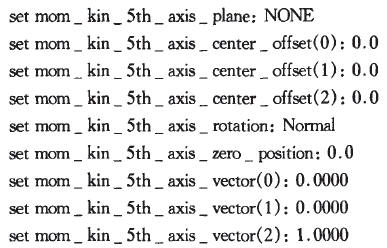
旋轉軸定義:
將旋轉平面變量設定為None,用方向和角度來定義旋轉軸方向。
對于第4軸(B軸)

旋轉中心偏置(第4軸):
第4軸轉向設為標準轉向:

第4軸零位偏差定義在極限位置:

用方向余弦數組來定義第4軸方向:
旋轉軸擺長參數用變量數組mom_kin_gaNXe_to_pivot來定義:
同理,定義第5軸(C軸):
旋轉軸配置中,第4軸的擺動行程最小值輸入-30,而在最大值輸入180;在第5軸擺動行程中最小值輸入-99999.999,最大值輸入99999.999。如果需要,可以在設置完成以后查看機床模型,驗證機床結構是否符合自己的需要,如果可以,就先保存模型。
機床參數項設置完成后,接著就是最重要的2個步驟,即程序和刀軌參數項設置、N/C數據定義項的設置,具體的步驟如下:
第1步進行的是程序頭、尾的定義,將剛才保存的NC文件名作為程序頭,程序尾也以該NC文件名定義,并且在程序尾“END PGM$ mom_out-put_file_SaxisMill”程序行下添加一個塊來說明程序結束,即添加一個Text塊,說明STOP M30。在操作結束命令中需要在“End of Path”行中添加3個塊M09、M05、M01,并且將這3個塊設置為強制輸出。
第2步定義操作頭,便于后續檢查,保存上述操作以后,通過添加剛建立的后置處理文件到指定位置,并且保存。
第3步通過啟動NX打開一個零件來驗證程序,查看程序頭和尾是否與設定的一致,如果一致,就可以進行刀具設置了。由于在Heidenhain控制系統中,刀具重復調用時不會報警,因此將后置處理的刀具信息全部顯示出來,以便于檢查和程序分段執行。這樣就需要更改程序和刀軌選項中的設置,以符合相應的控制系統要求的格式。這里要注意的是,在設置“TOOL CALL T Z S”程序行時,在彈出對話框中需再加入2個Text塊:“DL+O”和“DR+O”,這樣機床在實際操作時就能方便地進行刀具的微調工作。在用戶定制命令中加入一段程序,以使刀具信息顯示出來,具體程序如下:
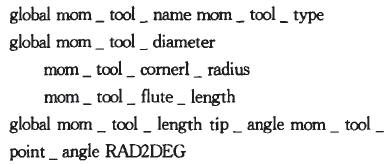
(以上是定義刀具的各個參數,比如刀具底部圓角半徑用mom_tool_comerl_radius定義,刀尖角度用mom_tool_point_angle定義)

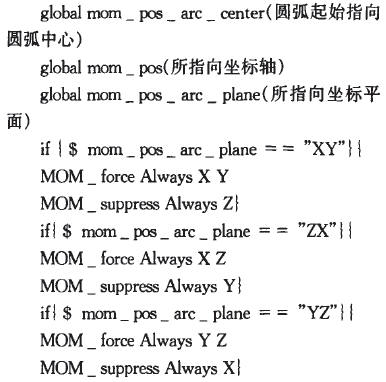
根據需要加入預調刀,并調用備用零件模型進行加工驗證,查看彈出的刀具信息是否顯示正確。當檢查正確無誤以后,進行線性加工指令和圓弧加工指令的設定,更改程序里面的各行的指令,使其符合控制系統要求,這里需要特別注意的是,機床的操作系統不支持在運動指令中直接改變主軸轉速,并且在Heidenhain控制系統中只支持在3個主平面內進行圓弧運動,在此需寫一個用戶命令來確保程序的正確。這里利用MOM_force語句來強制輸出,并且用MOM_suppress語句抑制輸出,具體的程序如下:
完成上述程序以后根據要求調整快速運動指令和徑向補償開關,接著利用已知模型對后置處理進行驗證修改。為了使斜面的加工編程可以按照正放平面的加工編程進行,需要將零件上的斜面設定為工作平面,即設置坐標系轉換。這里可以直接調用NX里面自帶的TCL程序來實現坐標系轉換。所調用的程序中的控制系統類型需要改成heidenhain_conv,同時修改里面的程序,以符合控制系統要求的格式。
第4步建立一個銑后置處理,機床類型選擇車銑復合,然后根據這個新建的后置處理來完成Link Post的設置。將3個后置處理連接在一起后,根據要求生成后置處理刀軌,并且這個銑后置處理在程序和刀軌參數項設置和N/C數據定義項設置與剛才建立五軸帶-轉臺-擺頭的過程一致,如圖2所示。

圖2 利用Link list得到的后置處理
第5步利用一個實例來對所得的后置處理程序進行驗證,如圖3所示,這個過程中可以得到每一工步的刀軌,同時進行刀補和加工起始面設置,使零件得到合理加工。在彈出的窗口中可以查看具體的刀位信息。

圖3 后置處理實例驗證
5 結束語
對于一擺頭一轉臺的特殊五軸聯動加工中心需要進行坐標系轉換,才能夠將其應用在斜面加工中,并且理清機床。B軸和C軸之間旋轉的角度變化是解決該后置處理問題的關鍵。對于車銑復合這一類后置處理,可以將機床的多種工作狀態分開處理,采用不同的后置處理與之對應。利用Link Post技術,使實際編程人員看起來相當于只用了一個后置處理,方便使用,效牢得到提高,從而大大降低了人工分開處理剪接可能引起的錯誤。該方法對專用后置處理開發有借鑒意義。
(審核編輯: 智匯小新)
分享



