-
逆向工程是適應實踐需要而產生的一項新的造型技術,主要用于沒有工程圖紙的情況下的產品制造。[詳情]
-
當控制計算機與各數控機床相距較遠時,一般采用串行通信方式而不采用并行通信方式。這是因為并行通信系統的造價較高、眾多的連線不僅容易引入干擾,也容易發生線路故障。控制系統中常用的串行通信一般采用RS-232C串行總線標準。RS-232C是電子工業協會(EIA)推薦的一種普及型異步通信總線標準,目前已廣泛應用到了計算機系統中外圍設備與主機的連接中。 [詳情]
-

從CAD系統的供應商到數控機床的供應商,總是以精心設計的功能來裝備他們的產品。然而,采用這些軟件和設備還是沒能獲得通暢和高效的生產工藝流程。要獲得通暢的生產工藝流程,不僅需要高效的設備,而且還需要CAD/CAM軟件、刀具和機床之間相互的有效協調。 [詳情]
-

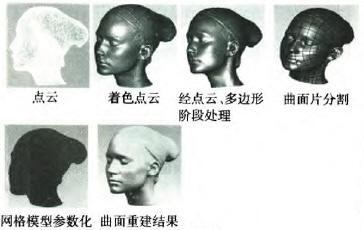
本文以曲面復雜的風機葉片為研究對象,采用逆向工程技術,利用接觸式三坐標測量儀對風機葉片數據進行采集處理,通過點云數據測量、預處理、自由曲面重構等技術,進行風機葉片實體模型生成及數控模擬仿真,為風機葉片的高效生產奠定了基礎,具有一定的應用價值和實際意義。 [詳情]
-

-
常規的板材切割,是切割完一個零件后再切割另外一個零件,如果兩個零件的邊有公共部份,則利用共邊切割的方法只進行一次切割就可以完成,這不但能提高切割效率,而且還能節省切割成本。[詳情]
-
-

XK7136立式加工中心,原配美國AB公司的數控伺服系統和直流伺服電機;轉盤型刀庫的容量為16把刀,由氣動裝置實現自動換刀;主軸為德國INDRAMAT公司的模擬伺服主軸。 [詳情]
-

數控機床的通信功能越來越受到用戶的重視,本文主要介紹串行口RS422與RS232C的特點及差別,并以美國AB8400數控系統為例,闡述實現RS422口和外設RS232C口之間數據傳送的方法。 [詳情]
-
我國獨創的高速走絲電火花線切割機床,是目前使用的主要機種,但由于高速走絲線切割機床一般采用3B加工代碼,使一般的圖形化編程系統如UG,MasetrCAM無能為力。[詳情]
-
本文介紹研制了一套與輪對數控車床配套的非接觸式檢測裝置。該裝置是集光學、精密機械、電控技術、數據處理、計算機技術于一體的高技術精密檢測裝置。采用完全非接觸測量方式,實現數控車床在鏇修前后對車輛輪對的在線檢測,并將檢測數據經工控機融合處理后傳遞給數控車床,以指導數控車床自動對刀,自動對車輛輪對的鏇修,保證車輛輪對機械加工的外形幾何尺寸及加工精度。 [詳情]
-

本文針對波形彈簧的大規模生產需求,結合UG在復雜曲面造型與數控加工方面的優勢,采用雙三次B樣條曲面造型方法,建立了波形彈簧生產所需的沖壓模具幾何模型,并從加工工藝角度,對模具數控加工中的關鍵問題展開分析,實現了最優小刀具半徑的選擇、刀具路徑合理劃以及粗精加工參數設置。應用結果表明:加工出的模具表面形狀精度符合設計要求,能夠實現波形彈簧的精密沖壓。 [詳情]
-
用 DNC 方式加工模具已經相當普遍 , 用 Windows 版本的 Cimco DNC 軟件取代低速率的軟件來提高加工質量已成為時尚。然而人們追求技術進步的目標是永無止境的。為了提高加工效率又開發出高速高效的數控機床 , 原來需要幾十個小時才能完成的工件加工 , 現在只需要幾個小時即可完工。 [詳情]