-

AOD投料系統(tǒng)采用西門子PCS7控制系統(tǒng),通過(guò)一臺(tái)單獨(dú)的S7—400來(lái)控制各個(gè)設(shè)備的運(yùn)行。整個(gè)投料系統(tǒng)的控制分自動(dòng)模式和計(jì)算機(jī)模式,在自動(dòng)模式下操作人員只需在HMI畫面上輸入各種設(shè)定值并確認(rèn),程序?qū)⒆詣?dòng)控制設(shè)備的運(yùn)行。在計(jì)算機(jī)模式下,各種設(shè)定值將直接通過(guò)上位機(jī)也下傳到L1并顯示在L1的料批表畫面上,操作人員確認(rèn)后程序?qū)⒆詣?dòng)控制設(shè)備的運(yùn)行。 [詳情]
-

"數(shù)十年以來(lái),可編程邏輯控制器(PLC)始終是工廠自動(dòng)化和工業(yè)過(guò)程控制有機(jī)組成的一部分。從簡(jiǎn)單的照明功能到環(huán)境系統(tǒng)、再到化學(xué)加工等各種應(yīng)用,都離不開 PLC控制。這些系統(tǒng)具備許多功能,提供各種模擬和數(shù)字輸入/輸出接口、信號(hào)處理、數(shù)據(jù)轉(zhuǎn)換以及各種不同的通信協(xié)議。PLC的所有元件和功能都以控制器為中心,而控制器則針對(duì)某項(xiàng)具體任務(wù)進(jìn)行編程。" [詳情]
-

對(duì)于由伺服電機(jī)帶動(dòng)的旋轉(zhuǎn)物體進(jìn)行位置控制,通常采用套軸式的電磁旋轉(zhuǎn)變壓器加復(fù)雜的處理電路來(lái)實(shí)現(xiàn)角度的編碼,再由角度編碼進(jìn)行位置的閉環(huán)控制。上述的位置控制多用于測(cè)角精度要求高的場(chǎng)合中,設(shè)備構(gòu)成復(fù)雜、成本較高。在某些實(shí)際應(yīng)用中,需要進(jìn)行較為簡(jiǎn)單的位置定位。 [詳情]
-

目前,在許多情況下設(shè)計(jì)人員會(huì)用軟件實(shí)現(xiàn)以往由硬件完成的電路功能,其原因是低成本的微處理器(up)為大家提供了廣泛的選擇。軟件常常是解決問(wèn)題的成本最低、靈活性最高的方案,但它也帶來(lái)一些麻煩 那就是設(shè)計(jì)人員為了確保系統(tǒng)的可靠性,要進(jìn)行一些額外的軟件測(cè)試。如果軟件程序中沒(méi)有代碼錯(cuò)誤,要求在10000條指令中出錯(cuò)率不要超過(guò)10處,即其準(zhǔn)確率能夠保證千分之一左右,則系統(tǒng)的可靠性就有了保證,然而這實(shí)際上并非易事,從而系統(tǒng)可靠性就不能得到確保。 [詳情]
-

觸摸屏與PLC在捻線機(jī)自動(dòng)控制系統(tǒng)中的應(yīng)用
捻線機(jī)是玻璃纖維生產(chǎn)線上的關(guān)鍵設(shè)備。捻線機(jī)的平穩(wěn)運(yùn)轉(zhuǎn)以及適應(yīng)生產(chǎn)工藝的多樣化是生產(chǎn)線的必要條件,自動(dòng)化控制是滿足這些條件的必要保障。因此控制系統(tǒng)是玻璃纖維捻線機(jī)關(guān)鍵技術(shù)的重要環(huán)節(jié)之一。傳統(tǒng)的生產(chǎn)設(shè)備由于老化或者自動(dòng)化程度較低,不能滿足行業(yè)發(fā)展的需要,必須對(duì)其進(jìn)行技術(shù)改造 [詳情]
-

分析自控系統(tǒng)設(shè)計(jì)中PLC的選擇
"可編程控制器(programmable logical controller,簡(jiǎn)稱PLC)已經(jīng)越來(lái)越多地應(yīng)用于工業(yè)控制系統(tǒng)中,并且在自動(dòng)控制系統(tǒng)中起著非常重要的作用。所以,對(duì)PLC的正確選擇是非常重要的。面對(duì)眾多生產(chǎn)廠家的各種類型PLC,它們各有優(yōu)缺點(diǎn),能夠滿足用戶的各種需求,但在形態(tài)、組成、功能、網(wǎng)絡(luò)、編程等方面各不相容,沒(méi)有一個(gè)統(tǒng)一的標(biāo)準(zhǔn),無(wú)法進(jìn)行橫向比較。本文提出在自動(dòng)控制系統(tǒng)設(shè)計(jì)中對(duì)PLC選型的一些看法,可以在挑選PLC時(shí)作為參考。" [詳情]
-

S5PLC具有自診斷能力,發(fā)生模塊功能錯(cuò)誤時(shí)往往能報(bào)警并按預(yù)先程序作出反應(yīng),通過(guò)故障指示燈就可判斷。當(dāng)電源正常,各指示燈也指示正常,特別是輸入信號(hào)正常,但系統(tǒng)功能不正常(輸出無(wú)或亂)時(shí),本著先易后難、先軟后硬的檢修原則首先檢查用戶程序是否出現(xiàn)問(wèn)題。 [詳情]
-
基于單片機(jī)的水塔水位檢測(cè)控制系統(tǒng)仿真設(shè)計(jì)
本文所述系統(tǒng)設(shè)計(jì)是基于在單片機(jī)嵌入式系統(tǒng)而設(shè)計(jì)的,充分利用單片機(jī)強(qiáng)大控制功能和方便通信接口,該檢測(cè)控制系統(tǒng)在實(shí)驗(yàn)室某實(shí)驗(yàn)水冷卻系統(tǒng)得到成功實(shí)踐,實(shí)現(xiàn)水位檢測(cè)、電機(jī)故障檢測(cè)、處理和報(bào)警等功能,提高了實(shí)驗(yàn)的自動(dòng)控制能力。進(jìn)一步優(yōu)化系統(tǒng)軟硬件設(shè)計(jì),可為實(shí)時(shí)實(shí)現(xiàn)遠(yuǎn)端控制,因此,該系統(tǒng)在農(nóng)村水塔,城市水源檢測(cè)控制等領(lǐng)域有著廣闊的應(yīng)用前景 [詳情]
-

當(dāng)今世界上精密加工技術(shù)發(fā)展很快,新的加工方法和設(shè)備層出不窮,計(jì)算機(jī)的廣泛應(yīng)用使精密加工技術(shù)更為普及和多樣。 本文介紹實(shí)現(xiàn)精密和超精密切削加工的三種方法。 [詳情]
-

本文首先介紹了松下FPO PLC的通訊接口與協(xié)議.然后詳細(xì)地介紹了利用Visual C++中MFC技術(shù)實(shí)現(xiàn)PC與松下FPO系列PLC編程口進(jìn)行串行通信的程序設(shè)計(jì)方法,并給出了主要程序代碼。最后,給出了在紡織品掉毛量測(cè)試儀上的應(yīng)用實(shí)例。[詳情]
-

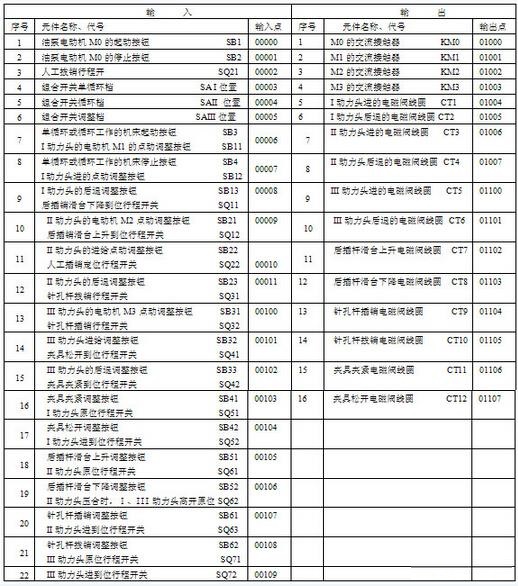
作為PLC控制的應(yīng)用實(shí)例,介紹用于縫紉機(jī)機(jī)殼加工的組合機(jī)床進(jìn)行PLC控制改造。描述了組合機(jī)床運(yùn)動(dòng)狀況及控制要求。對(duì)PLC控制設(shè)計(jì)及編程作了具體的闡述。[詳情]
-
隨著PLC在工業(yè)控制中的推廣普及,PLC產(chǎn)品的種類越來(lái)越多,例如電機(jī)的啟停,電磁閥的開閉,產(chǎn)品的計(jì)數(shù),溫度、壓力、流量的設(shè)定與控制等,而PLC技術(shù)是解決上述問(wèn)題的最有效、最便捷的工具,因此PLC在工業(yè)控制領(lǐng)域得到了廣泛的應(yīng)用。本文就PLC工業(yè)控制系統(tǒng)設(shè)計(jì)中的問(wèn)題進(jìn)行探討。[詳情]
-
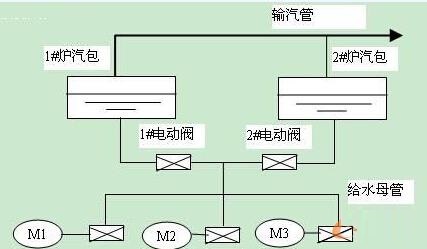
羅克韋爾PLC在鍋爐給水控制系統(tǒng)中應(yīng)用
目前國(guó)內(nèi)大多數(shù)鍋爐汽包水位都采用串級(jí)三沖量調(diào)節(jié)系統(tǒng)控制。鍋爐燃料是煉鐵過(guò)程中產(chǎn)生的尾氣,其可燃成分主要是CO。[詳情]
-

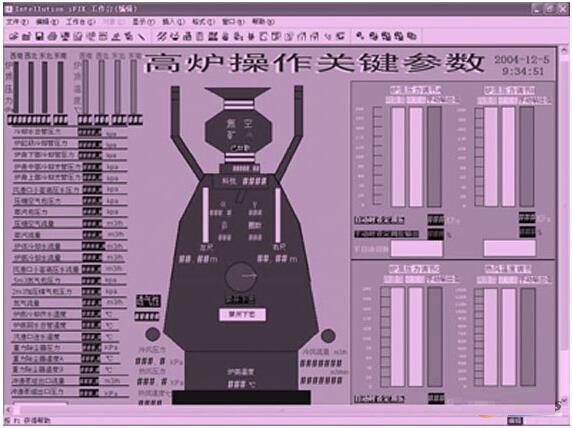
施耐德電氣Quantum PLC在煉鐵生產(chǎn)中的應(yīng)用
與其它生產(chǎn)商的plc設(shè)備相比,quantum plc的系統(tǒng)診斷功能十分有用,可以方便用戶遠(yuǎn)程對(duì)系統(tǒng)健康狀況進(jìn)行監(jiān)視。在聯(lián)機(jī)狀態(tài)下,打開ie瀏覽器,在地址欄輸入plc的ip地址,可以查看plc的硬件信息。[詳情]
-
可編程控制器(ProgrammableLogicController)簡(jiǎn)稱PLC或PC,是從早期的繼電器邏輯控制系統(tǒng)發(fā)展而來(lái),它不斷吸收微計(jì)算機(jī)技術(shù)使之功能不斷增強(qiáng),逐漸適合復(fù)雜的控制任務(wù)。[詳情]
- 1SIMATIC PCS neo:面向未來(lái)的DCS557304
- 2世界機(jī)器人大會(huì)國(guó)際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(二)177374
- 3中國(guó)機(jī)器人產(chǎn)業(yè)發(fā)展報(bào)告(2019)177234
- 42019世界機(jī)器人大會(huì)圓滿落幕176207
- 5世界機(jī)器人大會(huì)國(guó)際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(一)173081
- 6格力開始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備167469
- 7基于工業(yè)互聯(lián)網(wǎng)平臺(tái)上——智能工廠實(shí)現(xiàn)的幾點(diǎn)建議158966
- 8亞馬遜的智能物流倉(cāng)儲(chǔ)系統(tǒng),離我們有多遠(yuǎn)?133667
品專題")
升級(jí)")

器人與智能制造")