-
我國開發高功能數控系統主要是采用標準數控系統產品,開發時只需要編寫PMC 軟件,完成邏輯控制,驅動伺服軸實現進給準確定位即可,可選數控系統有FANUC、西門子等系統,該方案的優點是CNC 核心軟件及操作界面已由數控系統開發商完成,研制難度較低,缺點是數控內核對使用者是保密的,沒有自主知識產權,成本較高。 [詳情]
-

這種全新的圖像傳感器使用了LIDAR(Light Detection And Ranging)技術,其中每個像素都能夠獲取被攝物體的高度、寬度和深度信息。LIDAR技術實質上就是將激光照射到物體上,然后通過分析物體的反射光線來計算出物體的位置信息。與此同時,LIDAR技術目前也被應用在了導彈精確制導系統和汽車自動駕駛系統中。 [詳情]
-

目前數控機床配置的數控系統主要有日本FANUC和德國SIEMENS系統,如何提高伺服驅動系統的動態特性,這也是維修及調試人員必須要做的一項很重要的工作。 [詳情]
-
大家對3D打印這個熱門概念應該都或有耳聞,下面給大家介紹一下3D打印的主流技術及其工藝,希望能夠幫助大家更深一步了解3D打印的工作原理和其工作特點。 [詳情]
-
本文介紹了利用轉臺+擺頭式五軸聯動數控機床加工一個汽車模型,加工的曲面復雜,精度高,程序量大。案例結合四開多軸數控系統在五軸聯動機床方面的加工應用,突出體現五軸聯動數控機床在實際加工中的優勢(一次裝卡,5個面全部加工完成)。 [詳情]
-

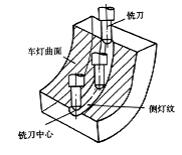
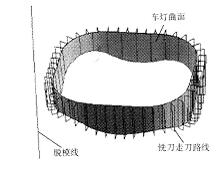
本文針對汽車車燈側燈紋加工過程中效率低下的問題,開發了側燈紋軌跡曲線和數控加工程序的自動生成程序,實現了側燈紋加工的自動化。實驗證明,該程序能極大地提高加工效率。 [詳情]
-
本文針對異形切割的工藝要求及當前CAD/CAM軟件的現狀,介紹了所開發的異形切割的圖形交互自動編程系統。該系統以AutoCAD為開發平臺,利用AutoCAD VBA和VB6.0為開發工具,實現了加工軌跡生成,數控代碼生成,軌跡仿真等功能。系統界面友好,工作可靠,很有實際使用價值。 [詳情]
-

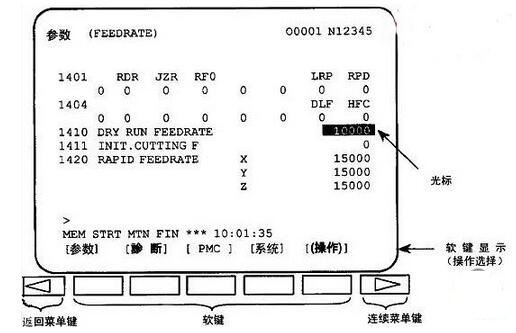
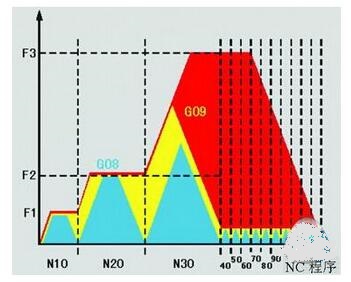
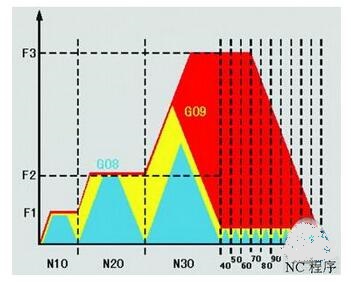
數控編程作為數控加工的關鍵技術之一,其程序編制的效率和質量在很大程度上決定了產品的加工精度和生產率。數控系統的二次開發可擴展編程指令,使用戶簡單實現非圓曲線的加工功能。以定制橢圓插補指令為例,闡述了華中HNC-22T數控系統的二次開發過程,提出了一種定制編程指令的方法。 [詳情]
-
802C系統是西門子公司專門為中國市場開發的一種經濟型數控系統,具有較高的性價比,并在中低端車床、銑床以及機床改造等領域有極其廣泛的應用。802C系統二次開發技術的系統化研究對我國中低端數控機床的普及有極大的推動作用。 [詳情]
-
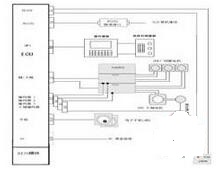
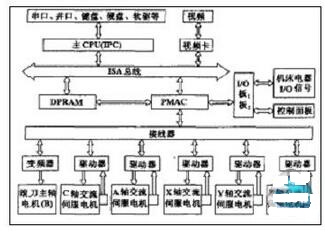
本文以自行研制的基于工業PC機和PMAC卡的大型超精密車銑機床的開放式數控系統為對象,詳細介紹了其硬件構成及控制、通訊原理,以及軟件的結構和功能,簡述了系統軟件的編程.并分析了系統超精密定位和反饋檢測性能,其能很好滿足所裝備的大型車銑機床的超精密定位和位置跟蹤要求,實現機床的超精密、大行程的車銑加工。 [詳情]
-
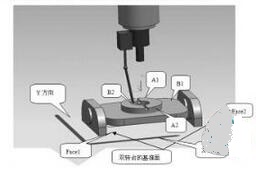
軸聯動數控機床是高效率、高精度加工空間曲面類零件。般將雙轉臺的旋轉軸線的交點作為加工坐標原點。雙轉臺機床的對刀也就是要找到雙轉臺旋轉軸線的交點。軸聯動,雙轉臺五軸聯動數控機床對刀方法介紹。 [詳情]
-

自1952 年誕生第一臺數控機床,數控機床的發展經歷了數字控制(NC) 、計算機數字控制(CNC) 兩個階段。數控系統也從第一代采用電子管起,歷經了采用晶體管、小規模集成電路、小型計算機技術到1974年左右發展到采用微處理器的專用NC階段。 [詳情]
-
本文以ARM和數字信號處理( D5P)構建底層的開放式數控平臺。針對基于PC和單片機的開放式數控系統存在的不足,詳細分析開放式數控系統的功能需求,硬件系統以ARM為開放式數控系統主板,以DSP構建運動控制器;軟件平臺由嵌入式Linu:操作系統和MiniGUI圖形系統構成。實現粉硬件系統的底層開放,擴展了開放式數控系統的網絡功能,最終將數控系統與實際機床本體(G-CNCb135車床)進行聯機切削試驗。 [詳情]
-
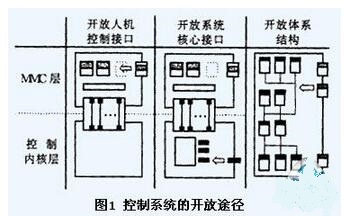
計算機數控(CNC)系統作為制造形狀復雜、高質量、高精度產品所必備的基礎設備,已成為當今先進制造技術的一個重要組成部分。然而,現今市場上組成CNC系統(以FANUC,SIEMENS等為代表)的硬件模塊和軟件結構絕大多數是專用的、互不兼容的,系統各模塊間的交互方式、通信機制也各不相同,這就造成了不同廠家控制系統的相對獨立、彼此封閉。 [詳情]
-
齒輪傳動是傳遞機器運動和動力的一種主要形式, 被廣泛應用于機床、汽車、航空、兵器等多個領域。滾齒加工是所有齒輪加工方法中最主要的一種,滾齒機約占整個齒輪加工機床的45%。滾齒機數控化后使機床結構及控制發生了革命性的變化, 提高了齒輪的加工精度, 擴展了加工范圍, 實現了高度自動化和柔性化, 同時方便了新的加工工藝的使用。 [詳情]



