-
本文介紹一種基于單片機控制的CNC 系統,闡述了系統的硬件組成、軟件設計和工作原理。該系統已成功應用于數控車床、數控銑床等機床控制中,其投資成本小,性價比高,完全滿足企業生產的各項技術要求,特別適合中小企業及個體企業投資需要。 [詳情]
-
本文以解決曲軸銳邊、毛刺,改善曲軸表面質量,提高清潔度、防銹性能,而采取的曲軸光整加工工藝改進為例,就光整加工形式,曲軸滾磨光整工藝的工作原理、設備結構特點、磨料選擇、滾磨光整工作介質等因素進行對比分析,闡述了各參數之問的相互影響關系,提出了優化平衡工藝各環節的方法,并取得了較好的效果。 [詳情]
-
計算機數控系統的初始化程序一般采用專業編程語言設計。 難被普通的機床操作者所掌握。 本文采用PLC編程實現CNC系統的初始化設置。包括:控制軸數的配置、電動機編碼器的初始化賦值、和用戶程序的靈活配置等內容。通過變量定義和模塊化程序設計。編制具有代表性的PLC 初始化程序。在西門子802D數控系統上進行調試。證明設計滿足了初始化設置要求。具有靈活、簡便、易于使用和功能擴展等特點。 [詳情]
-

將Powerlink主站和從站移植到FPGA上,應用于伺服驅動器中,構建分布式控制系統,能充分發揮Powerlink技術的高實時性、高可靠性特點,在較大的運動控制系統中實現較高的速度和精度控制。設計中使用常用硬件結構和開源總線技術,能夠較好地控制成本并具有較短的研發周期。 [詳情]
-
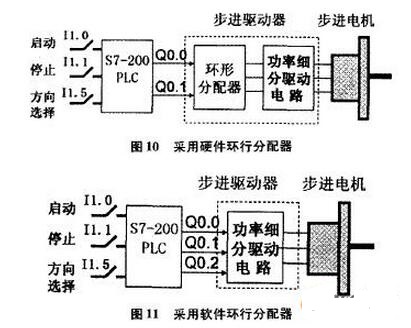
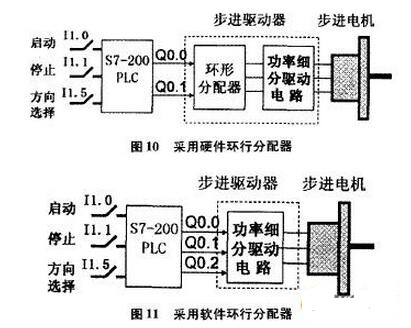
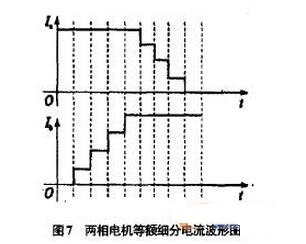
本文介紹了利用PLC控制數控機床開環伺服進給系統的結構和軟硬件設計特點,改善了傳統步進電機低速振動大和噪聲大的缺點,使開環伺服進給系統在較大速度范圍內轉矩保持恒定,提高了控制精度,減小了發生共振的幾率,具有很好的穩定性、可靠性和通用性,且結構簡單。 [詳情]
-
葉輪加工是當今多軸聯動數控加工最常見的實例,也是數控加工的難點之一。本文從實際出發,使用UG/CAM 五坐標編程系統對整體式葉輪進行數控編程,采用插值方式對刀軸矢量進行勻化處理,采用SWARF方法對葉片進行精加工,同時合理控制進退刀,實現了整體葉輪葉片高質量無干涉的五坐標螺旋銑削加工刀位點軌跡生成。為復雜產品的造型和數控加工提供了設計思路和方法,也給其他類型葉輪的設計與加工提供了參考方案。 [詳情]
-
把微分幾何中曲線與曲面之間的"切觸”概念應用于復雜曲面的數控加工,提出用圓柱銑刀和圓錐盤銑刀的外圓在五坐標聯動中加工三維自由曲面的最佳切觸條件。[詳情]
-
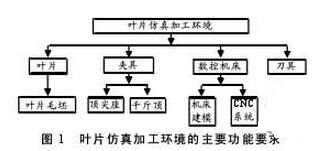
水輪機葉片多軸聯動數控加工仿真環境,通過對數控機床、刀具、夾具及等加工過程映射構建由測量數據建立葉片毛坯三維模型,用相關軟件定義機床CNC功能再據加工刀具幾何參數建立其三維模型將葉片模型變換到加工位置,算出五軸聯動刀具軌跡并以該刀具軌跡進行葉片切削過程、刀位軌跡及機床運動的動態仿真。 [詳情]
-

本文設計了基于PLC的廢金屬破碎生產線監控系統,系統采用Profibus與Profinet總線技術,建立了可靠的系統通信網絡,采用觸摸屏的現場操作系統改善了傳統操作系統人機交互性差的問題,同時針對廢金屬破碎主機運行負荷平衡問題提出了解決方案,實現了廢金屬破碎主機負荷平衡自動調節。 [詳情]
-

混聯機構是并聯機構與串聯機構相結合的一種機械結構形式,并聯機構是其核心組成部分。并聯機床的典型結構是Stewart平臺,由動靜平臺和6根可伸縮桿件構成。并聯機床自1994年問世以來,因其結構簡單、剛度大、重量輕、加速性能好、承載能力強、模塊化程度高等優點,受到國際機床行業的高度重視。目前全世界已有數十家公司進行這一新型機床的研究,并已經開發出了多種不同結構類型的并聯機床。 [詳情]
-

文章介紹了某型機零伴加工方案由類似零件的多次翻面加工創新為一次翻面加工完成的全過程,主要涉及工藝方案的論證,變形的控制,加工難點的解決。 [詳情]
-

本文針對箱體類零件的結構特點,結合加工中心的加工方法和工藝特點,通過深入分析和研究,提出了一套簡捷合理的定位及裝夾方法,同時對加工過程中刀具及切削用量的選擇做了分析,總結出了一套在加工中心加工箱體類零件的完整工藝分析方法 [詳情]
-
我國當前刨臺式及十字滑臺線臥式銑鏜加工中心的研發、制造水平,包括機床的總體布局結構特點的技術分析.闡述在機床高精度、高速度及重大型方面今后的重點發展方向。 [詳情]
-

本文提出了一種數控加工中心兩軸聯動的應用方案,該方案以HJD-4 數控加工中心試驗機為平臺,以PLC 為控制核心,通過PLC 按位進行動作狀態設置,實現了加工中心單軸動作和兩軸聯動的手動切換功能。其邏輯簡單、可移植性強,并能通過程序擴展實現更多軸的聯動,可廣泛應用于船用零部件加工及其他機械加工領域中。 [詳情]
-

翻看各種相關媒體資料,可以發現,和很多其他國內數控系統廠商相比,凱恩帝數控技術有限責任公司(以下簡稱"凱恩帝”)在宣傳方面的表現堪稱低調。寧飛,作為凱恩帝公司的總經理,顯然是這一風格的直接成就者。 [詳情]



