-
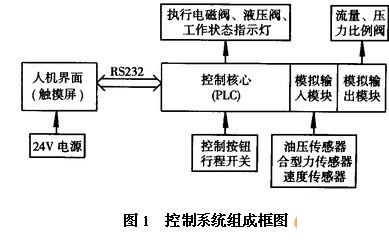
本文介紹了觸摸屏結合PLC在壓鑄機控制系統中的應用,并對該控制系統中的觸摸屏頁面設計和PLC的原理及作用進行了分析。[詳情]
-

隨著計算機技術的不斷發展,PLC控制技術也越來越成熟。在傳統的淬火機床中,采用的是繼電器控制的方式,由于這種技術本身存在很多的缺點,導致機床的可靠性以及安全性有所降低,淬火機床經常出現故障。本文根據PLC控制技術的特點,具體闡述了在液壓淬火機床上的應用。[詳情]
-

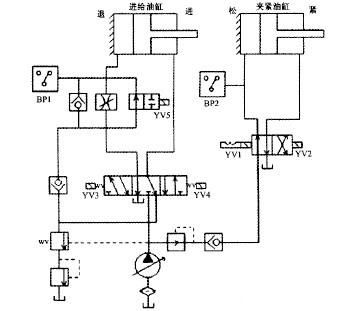
半精鏜專用機床是加工汽車連桿的專用設備,自動化程度和設備運行可靠性要求較高,將PLC的高可靠性和程序編制的柔性運用于專用機床電控系統的設計,極大提高了鏜床系統的可靠性和鏜床的工作效率,減少了維修、維護的工作量,提高發動機及汽車的性能指標.本文詳細介紹半精鏜專用機床的PLC控制系統,其中包括可編程控制器的機型選擇、輸入/輸出地址分配、可編程控制器梯形圖程序設計;并指出應注意的一些問題。[詳情]
-
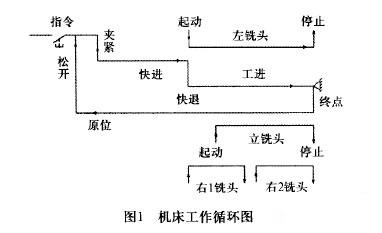
本文介紹了基于PLC的三面銑組合機床,詳細講述了PLC技術及特點,采用三菱電機的FX2N系列PLC,從工作原理、機床工作流程、PLC的I/O分配和硬件軟件設計。整個控制系統結構簡單、輕巧、靈活性強、效率高,具有很高的自動化程度。[詳情]
-
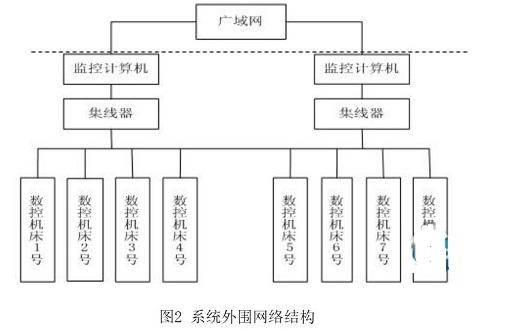
數控設備是技術密集型和知識密集型的機、電一體化產品,其技術先進、結構復雜、價格昂貴,隨著生產企業規模的不斷擴大及設備自動化程度的不斷提高,數控車間里所用的數控設備種類和數量也在不斷增加。要想更好地利用數控機床,就必須對數控機床的結構功能及系統有充分的了解。[詳情]
-
一臺擁有為加工復雜形狀的工件而進行數道工序、不同方式的加工性能的機械稱之為復合加工機床。為達到同樣目的,也有將控制坐標多軸化、擴大加工功能、多機能化的使用方法。總之是用工序集成的方法提高生產效率,提高機床的附加價值。 [詳情]
-

本文提出了一種數控加工中心兩軸聯動的應用方案,該方案以HJD-4 數控加工中心試驗機為平臺,以PLC 為控制核心,通過PLC 按位進行動作狀態設置,實現了加工中心單軸動作和兩軸聯動的手動切換功能。其邏輯簡單、可移植性強,并能通過程序擴展實現更多軸的聯動,可廣泛應用于船用零部件加工及其他機械加工領域中。 [詳情]
-

本文針對數控轉塔沖床的伺服沖壓技術發展趨向,通過對SVR伺服電機驅動主傳動專利技術、DECV閥技術的伺服液壓系統,以及有關轉盤模具庫與轉模專利新技術的介紹,使讀者進一步了解當前國內外伺服驅動主傳動式數控轉塔沖床的技術動態與進展,也對探知未來高性能板材沖壓加工設備的技術發展提供些許有益的參考。 [詳情]
-
本文討論開放式數控系統中嵌入式軟件PLC子系統的實現方法,給出了一個軟件PLC的結構模型,對PLC的梯形圖程序編程環境、梯形圖程序與語言程序的相互轉換、PLC程序執行等軟件部件的設計和開發進行了詳細研究,并給出了一個梯形圖程序編輯及其與語言程序轉換的實例。 [詳情]
-
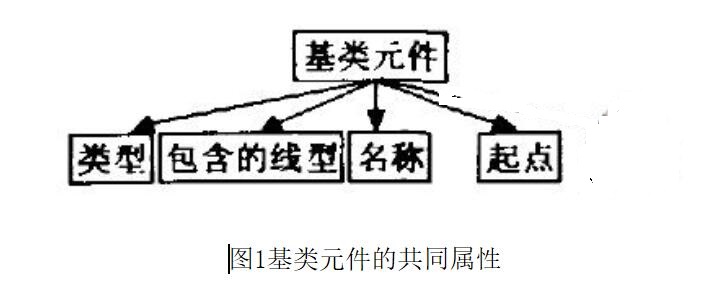
基于Windows的華中數控世紀星數控系統PLC編程系統設計
中數控世紀星數控系統采用"內裝型”PLC。在DOS環境下使用C語言對其進行編程,這種編程方法沒有采用Windows操作系統的方便和快捷,而且使用C語言編程同使用傳統的梯形圖編程相比,對編程人員的技術水平要求高,不便推廣使用。針對該問題,開發基于Windows操作環境的數控系統PLC編程系統,主要介紹該編程系統的整體設計及梯形圖元件基類的設計。 [詳情]
-
本文以華中數控系統為控制軟件,對普通車床主軸單元進行數控系統設計,主要包括主軸數控化設計的總體方案擬定、變頻調速系統的設計、主軸PLC控制設計與主軸I/O開關量的設計,主軸數控系統設計后進行PLC調試,運行結果表明,車床主軸加工的穩定性、準確性、快速性比普通車床有較大改善,主軸運行正常。 [詳情]
-

本文介紹基于S7-300PLC和組態王軟件的汽車生產線控制系統主要組成,重點是FL(;系統硬件配置及其組態,監控系統主要配置和監控功能實現方法。 [詳情]
-

在介紹步進電機升降頻調速原理及快速精確定位方法的基礎上,提出了利用PLC的高速脈沖輸出實現步進電機位置控制功能的方法,給出了精確定位的控制方案及軟件實現方法。 [詳情]
-

本文簡要分析當前自動化裝配生產過程中存在的問題,設計出由可編程控制器(PLC)控制的多工位合件自動裝配機。介紹系統組成和裝Ji~5-藝過程,探討了系統硬件、軟件的設計方案和實現。通過人機界面,可實現整個系統的監控管理、故障報警和生產統計分析。實踐證明,該裝配機可以完成不同型號產品的裝配,滿足生產需要。 [詳情]
-

隨著計算機技術的不斷發展,PLC控制技術也愈來越成熟。柔性加工系統屬于一種集成化的生產設備,是綜合了自動化控制技術、編程技術等為一體的加工系統。本文通過建立柔性制造系統,采用PLC的控制技術,探討了在硬件、軟件方面的設計研究。 [詳情]



